Производим полную сборку изделий. Сборка печатных плат в пластиковые корпуса — наиболее типичный процесс.
Так же, как Сборка печатной платыМы производим пластиковые формы/детали для литья под давлением самостоятельно. Это дает нашим клиентам большие преимущества с точки зрения контроля качества, доставки и стоимости.
Глубокие знания в области пластиковых форм/инъекций отличают Fumax от других чистых завод по сборке печатных плат. Клиенты рады получить комплексное решение «под ключ» для готовой продукции от Fumax. Работать с Fumax становится намного проще от начала до готового продукта.
Наиболее типичными пластиковыми материалами, с которыми мы работаем, являются АБС, ПК, ПК/АБС, ПП, нейлон, ПВДФ, ПВХ, ППС, ПС, ПЭВП и т. д.
Ниже приводится тематическое исследование продукта, состоящего из Платы печатных плат, пластмассы, провода, разъемы, программирование, тестирование, упаковка… и т. д. вплоть до конечного продукта, готового к продаже.
Общий производственный процесс
| Номер шага | Этап изготовления | Этап тестирования/проверки |
| 1 | Входной контроль | |
| 2 | Программирование памяти AR9331 | |
| 3 | SMD-сборка | Проверка сборки SMD |
| 4 | Сборка сквозного отверстия | Программирование памяти AR7420 |
| тестирование печатной платы | ||
| Визуальный осмотр | ||
| 5 | Механическая сборка | Визуальный осмотр |
| 6 | Записать в | |
| 7 | Гипот-тест | |
| 8 | Тест производительности ПЛК | |
| 9 | Печать этикеток | Визуальный осмотр |
| 10 | испытательный стенд ФАЛ | |
| 11 | доставка | Выходной контроль |
| 12 | Внешний осмотр |
Спецификация производства продукта для Smart Master G3
1. ФОРМАЛИЗМ
1.1 Сокращения
| AD | Применимый документ |
| AC | Альтернативный ток |
| APP | Приложение |
| AOI | Автоматический оптический контроль |
| AQL | Допустимый предел качества |
| AUX | Вспомогательный |
| ХОРОШЕЕ | Ведомость материалов |
| COTS | Готовая реклама |
| CT | Трансформатор тока |
| ЦП | Центральный процессор |
| DC | Постоянный ток |
| DVT | Проверка дизайна |
| ELE | Электронный |
| EMS | Электронное производство |
| ENIG | Иммерсионное золото с никелевым покрытием |
| ESD | Электростатический разряд |
| FAL | Линия окончательной сборки |
| IPC | Ассоциация, объединяющая электронную промышленность, ранее Институт печатных схем. |
| ЛВС | Локальная вычислительная сеть |
| LED | Световой электролюминесцентный диод |
| MEC | МЕХАНИЧЕСКИЙ |
| MSL | Уровень чувствительности к влаге |
| NA | Нет Применимо |
| Печатные платы | Печатная плата |
| Програмный логистический центр PLC | PowerLine Связь |
| PV | Фотоэлектрические |
| КАЛ | Качество |
| РДОК | Справочный документ |
| REQ | Требования |
| SMD | Устройство для поверхностного монтажа |
| SOC | Система на чипе |
| СУК | Цепочка поставок |
| WAN | Глобальная сеть |
1.2 Кодификации
→ Документы, указанные как RDOC-XXX-NN
Где «XXXX» может быть: SUC, QAL, PCB, ELE, MEC или TST. Где «NN» — номер документа.
→ Требования
В списке REQ-XXX-NNNN
Где «XXXX» может быть: SUC, QAL, PCB, ELE, MEC или TST.
Где «NNNN» — номер требования.
→ Узлы, указанные как MLSH-MG3-NN
Где «NN» — номер узла сборки.
1.3 Управление версиями документов
Версии узлов и документов прописаны в документе: FCM-0001-VVV.
Прошивки имеют свои версии, прописанные в документе: FCL-0001-VVV.
Где «ВВВ» — версия документа.
2 Контекст и объект
В этом документе приводятся производственные требования к Smart Master G3.
Smart Master G3, далее обозначаемый как «продукт», представляет собой интеграцию нескольких элементов в виде электронных и механических частей, но остается в основном электронной системой. Вот почему Mylight Systems (MLS) ищет Служба производителя электроники (EMS) для управления всем производством продукта.
Этот документ должен позволять субподрядчику предоставлять Mylight Systems глобальное предложение о производстве продукта.
Целями настоящего документа являются:
– Дать технические данные о производстве продукта,
– предъявлять требования к качеству для обеспечения соответствия продукции,
– Предоставьте требования к цепочке поставок, чтобы обеспечить стоимость и скорость выпуска продукта.
Субподрядчик EMS должен отвечать на 100% требованиям настоящего документа.
Никакие требования не могут быть изменены без соглашения MLS.
Некоторые требования (с пометкой «Запрос на проектирование EMS») требуют от субподрядчика дать ответ на технический вопрос, например, контроль качества или упаковку. Эти требования оставляются открытыми для того, чтобы субподрядчик EMS мог предложить один или несколько ответов. Затем MLS проверит ответ.
MLS должна находиться в прямых отношениях с выбранным субподрядчиком EMS, но субподрядчик EMS может выбирать других субподрядчиков и управлять ими с одобрения MLS.
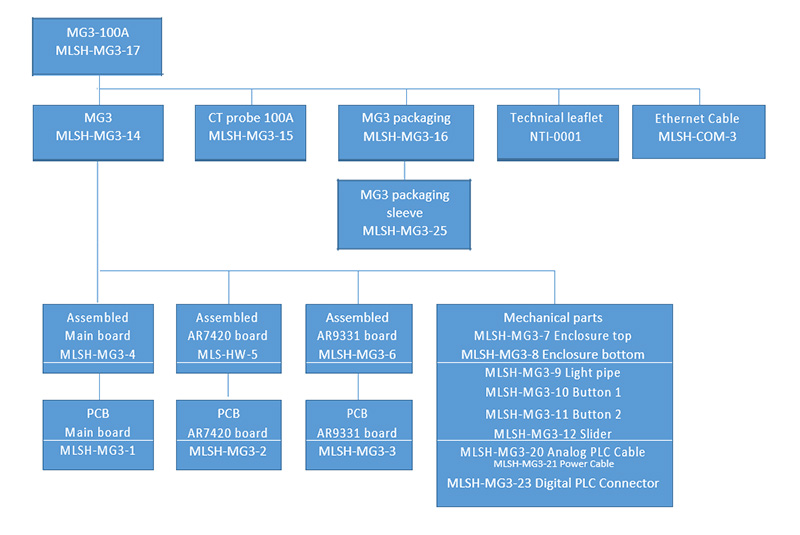
3. Структура сборки.
3.1 МГ3-100А
4. Общий производственный процесс
| Номер шага | Этап изготовления | Этап тестирования/проверки |
| 1 | Входной контроль | |
| 2 | Программирование памяти AR9331 | |
| 3 | SMD-сборка | SMD-сборка проверка |
| 4 | Сквозная сборка | Программирование памяти AR7420 |
| тестирование печатной платы | ||
| Визуальный осмотр | ||
| 5 | Механическая сборка | Визуальный осмотр |
| 6 | Записать в | |
| 7 | Гипот-тест | |
| 8 | Тест производительности ПЛК | |
| 9 | Печать этикеток | Визуальный осмотр |
| 10 | испытательный стенд ФАЛ | |
| 11 | доставка | Выходной контроль |
| 12 | Внешний осмотр |
5. Требования к цепочке поставок
| Документы цепочки поставок | |
| СПРАВКА | ОПИСАНИЕ |
| РДОК-СУК-1. | Зонд PLD-0013-CT 100А |
| РДОК-СУК-2. | МЛШ-МГ3-25-МГ3 Рукав упаковочный |
| РДОК-СУК-3. | NTI-0001-Уведомление об установке MG3 |
| РДОК-СУК-4. | GEF-0003-Gerber-файл платы AR9331 MG3 |
REQ-SUC-0010: Каденция
Выбранный субподрядчик должен иметь возможность производить до 10 тыс. изделий в месяц.
REQ-SUC-0020: Упаковка
(Дизайн EMS спросил)
Ответственность за упаковку груза несет субподрядчик.
Транспортировочная упаковка должна позволять транспортировать продукцию морским, воздушным и автомобильным транспортом.
Описание упаковки груза должно быть передано в MLS.
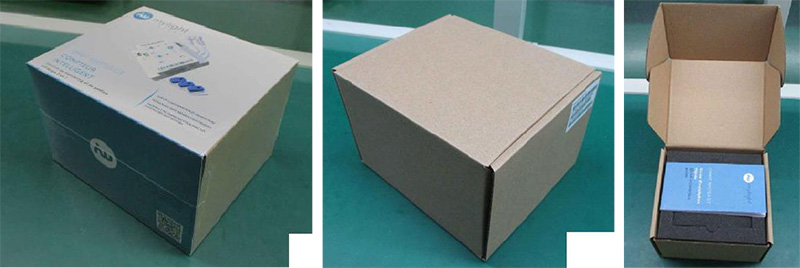
В комплект поставки должны входить (см. рис. 2):
– Продукт MG3
– 1 стандартная коробка (пример: 163х135х105см)
– Внутренняя защита коробки
– 1 очаровательный внешний конверт (4 лицевых стороны) с логотипом Mylight и различной информацией. См. RDOC-SUC-2.
– 3 КТ-зонда. См. RDOC-SUC-1.
– 1 кабель Ethernet: плоский кабель, 3 м, ROHS, изоляция 300 В, Cat 5E или 6, CE, минимум 60°C
– 1 Технический буклетRDOC-SUC-3
– 1 внешняя этикетка с идентификационной информацией (текст и штрих-код): номер, серийный номер, MAC-адрес ПЛК.
— Защита полиэтиленовым пакетом, если возможно (обсудить)

REQ-SUC-0022: Крупный тип упаковки.
(Дизайн EMS спросил)
Субподрядчик должен указать, как упаковывается единица поставки внутри более крупной упаковки.
Максимальное количество упаковок 2 — 25 штук в большой коробке.
Идентификационная информация каждой единицы (с QR-кодом) должна быть видна на внешней этикетке на каждой большой упаковке.
REQ-SUC-0030: Поставка печатных плат
Субподрядчик должен иметь возможность поставить или изготовить печатную плату.
REQ-SUC-0040: Механическое питание
Субподрядчик должен иметь возможность поставить или изготовить пластиковый корпус и все механические детали.
REQ-SUC-0050: Поставка электронных компонентов
Субподрядчик должен иметь возможность поставить все электронные компоненты.
REQ-SUC-0060: Выбор пассивного компонента
В целях оптимизации затрат и логистического метода субподрядчик может предложить ссылки для использования для всех пассивных компонентов, которые указаны как «общие» в RDOC-ELEC-3. Пассивные компоненты должны соответствовать столбцу описания RDOC-ELEC-3.
Все выбранные компоненты должны быть проверены MLS.
REQ-SUC-0070: Глобальная стоимость
Объективная стоимость продукта на условиях EXW должна быть указана в специальном документе и может пересматриваться каждый год.
REQ-SUC-0071: подробная стоимость
(Дизайн EMS спросил)
Стоимость должна быть подробно указана как минимум:
– Спецификация каждого электронного блока, механические части
– Сборки
- Тесты
- упаковка
– Структурные затраты
– Поля
— Экспедиция
– Затраты на индустриализацию: станки, инструменты, процесс, предсерийные работы…
REQ-SUC-0080: Приемка производственного файла
Производственный файл должен быть полностью заполнен и принят MLS перед предсерийным и массовым производством.
REQ-SUC-0090: Изменения в производственном файле
О любых изменениях в производственном файле необходимо сообщить и принять MLS.
REQ-SUC-0100: Квалификация пилотного запуска
Перед запуском массового производства требуется предсерийная квалификация 200 изделий.
О нарушениях и проблемах, обнаруженных во время этого пилотного запуска, необходимо сообщать в MLS.
REQ-SUC-0101: Тест надежности перед серией
(Дизайн EMS спросил)
После опытно-промышленного производства необходимо провести испытания надежности или испытания на проверку конструкции (DVT) с минимумом:
– Быстрые температурные циклы -20°C / +60°C
– Тесты производительности ПЛК
– Проверка внутренней температуры
- Вибрация
- Завалить тест
– Полные функциональные тесты
— Стресс-тесты кнопок
- Долгое время горит
— Холодный/горячий старт
– Начало влажности
– Энергетические циклы
– Проверка импеданса нестандартных разъемов
-…
Подробная процедура испытаний будет предоставлена субподрядчиком и должна быть одобрена MLS.
Обо всех неудачных тестах необходимо сообщать в MLS.
REQ-SUC-0110: Заказ на производство
Все производственные заказы будут выполняться с использованием приведенной ниже информации:
— Ссылка на запрашиваемый продукт
– Количество продуктов
– Определение упаковки
- цена
– Файл версии оборудования
– Файл версий прошивки
– Файл персонализации (с MAC-адресом и серийными номерами)
Если какая-либо информация пропущена или неясна, EMS не должна начинать производство.
6 Требования к качеству
REQ-QUAL-0010: Хранение
Печатные платы, электронные компоненты и электронные сборки должны храниться в помещении с контролируемой влажностью и температурой:
– Относительная влажность ниже 10%
– Температура от 20°C до 25°C.
Субподрядчик должен иметь процедуру контроля MSL и передать ее в MLS.
REQ-QUAL-0020: MSL
Печатная плата и некоторые компоненты, указанные в спецификации, подлежат процедурам MSL.
Субподрядчик должен иметь процедуру контроля MSL и передать ее в MLS.
REQ-QUAL-0030: RoHS/досягаемость
Продукт должен соответствовать требованиям RoHS.
Субподрядчик должен информировать MLS о любых веществах, используемых в продукте.
Например, субподрядчик должен сообщить MLS, какой клей/припой/очиститель используется.
REQ-QUAL-0050: Качество субподрядчика
Субподрядчик должен иметь сертификат ISO9001.
Субподрядчик должен предоставить сертификат ISO9001.
REQ-QUAL-0051: Качество субподрядчика 2
Если субподрядчик работает с другими субподрядчиками, они также должны быть сертифицированы по стандарту ISO9001.
REQ-QUAL-0060: ЭСР
Все электронные компоненты и электронные платы должны подвергаться воздействию электростатической защиты.
REQ-QUAL-0070: Очистка
(Дизайн EMS спросил)
При необходимости электронные платы необходимо очистить.
Очистка не должна повредить чувствительные детали, такие как трансформаторы, разъемы, маркировка, кнопки, индикаторы…
Субподрядчик должен предоставить MLS процедуру очистки.
REQ-QUAL-0080: Входной контроль
(Дизайн EMS спросил)
Все электронные компоненты и партии печатных плат должны пройти входной контроль с соблюдением пределов AQL.
Механические детали должны пройти входной контроль размеров с пределами AQL, если они передаются на аутсорсинг.
Субподрядчик должен предоставить MLS свои процедуры входного контроля, включая пределы AQL.
REQ-QUAL-0090: Управление выходом
(Дизайн EMS спросил)
Продукт должен иметь выходной контроль с минимальными выборочными проверками и пределами AQL.
Субподрядчик должен предоставить MLS свои процедуры входного контроля, включая пределы AQL.
REQ-QAL-0100: Хранение бракованной продукции
Каждый продукт, который не прошел тестирование или контроль, независимо от того, какой тест, должен храниться субподрядчиком MLS для проверки качества.
REQ-QAL-0101: Информация об отклоненных продуктах
MLS должна быть проинформирована о любом событии, которое может привести к бракованию продукции.
MLS необходимо информировать о количестве бракованной продукции или любых партиях.
REQ-QAL-0110: Отчетность о качестве производства
Субподрядчик EMS должен сообщать MLS для каждой производственной партии количество бракованной продукции на каждом этапе испытаний или контроля.
REQ-QUAL-0120: Прослеживаемость
Все средства контроля, испытаний и проверок должны храниться и датироваться.
Партии должны быть четко идентифицированы и разделены.
Ссылки, используемые в продуктах, должны быть отслеживаемыми (точные ссылки и партии).
О любом изменении любой ссылки необходимо уведомить MLS до его реализации.
REQ-QUAL-0130: Глобальное отклонение
MLS может вернуть полную партию, если количество отказов по вине субподрядчика превысит 3% менее чем за 2 года.
REQ-QUAL-0140: Аудит/внешняя проверка
MLS разрешается посещать субподрядчика (включая своих собственных субподрядчиков) для запроса отчетов о качестве и проведения контрольных испытаний не реже 2 раз в год или для любой партии продукции. MLS может быть представлена сторонней компанией.
REQ-QUAL-0150: Визуальные проверки
(Дизайн EMS спросил)
Продукт проходит некоторые визуальные проверки, упомянутые в общем производственном процессе.
Эти проверки означают:
— Проверка чертежей
– Проверка правильности сборки
— Проверка этикеток/наклеек
– Проверки на наличие царапин или любых визуальных дефектов
— Пайка арматуры
– Проверка термоусадок вокруг предохранителей
– Проверка направления кабелей
— Проверка клеев
– Проверка температуры плавления
Субподрядчик должен предоставить MLS свои процедуры визуального осмотра, включая пределы AQL.
REQ-QUAL-0160: Общий производственный процесс
Порядок каждого этапа общего производственного процесса должен соблюдаться.
Если по каким-либо причинам, например, из-за необходимости ремонта, какой-либо этап необходимо выполнить заново, все последующие этапы также необходимо выполнить заново, в частности, тестирование Hipot и испытание FAL.
7 Требования к печатным платам
Продукт состоит из трех различных печатных плат.
| Документы для печатных плат | |
| СПРАВКА | ОПИСАНИЕ |
| РДОК-ПХБ-1. | IPC-A-600 Приемлемость печатных плат |
| РДОК-ПХБ-2. | GEF-0001-Gerber-файл основной платы MG3 |
| РДОК-ПХБ-3. | GEF-0002-Gerber-файл платы AR7420 MG3 |
| РДОК-ПХБ-4. | GEF-0003-Gerber-файл платы AR9331 MG3 |
| РДОК-ПХБ-5. | IEC 60695-11-10:2013: Испытание на пожароопасность. Часть 11-10. Испытательное пламя. Методы испытаний горизонтальным и вертикальным пламенем мощностью 50 Вт. |
REQ-PCB-0010: Характеристики печатной платы
(Дизайн EMS спросил)
Необходимо соблюдать основные характеристики, приведенные ниже.
| Характеристики | Наши ценности |
| Количество слоев | 4 |
| Внешняя толщина меди | 35 мкм/1 унция мин. |
| Размер печатных плат | 840x840x1.6 мм (основная плата), 348x326x1.2 мм (плата AR7420), |
| 780x536x1 мм (плата AR9331) | |
| Внутренняя толщина меди | 17 мкм/0.5 унция мин. |
| Минимальная ширина изоляции/маршрута | 100μm |
| Минимальная паяльная маска | 100μm |
| Минимальный диаметр | 250 мкм (механический) |
| Материал печатной платы | FR4 |
| Минимальная толщина между | 200μm |
| внешние медные слои | |
| Шелкография | Да сверху и снизу, белый цвет |
| Soldermask | Да, зеленый сверху и снизу и над всеми переходными отверстиями. |
| Обработка поверхности | ENIG |
| Печатная плата на панели | Да, можно отрегулировать по требованию |
| Через заполнение | Нет |
| Паяльная маска на переходе | Да |
| Материалы | ROHS/REACH/ |
REQ-PCB-0020: Тестирование печатной платы
Изоляция и проводимость сетей должны быть проверены на 100%.
REQ-PCB-0030: Маркировка печатных плат
Маркировка печатных плат допускается только на отведенной для этого территории.
На печатных платах должна быть маркировка с указанием номера печатной платы, ее версии и даты производства.
Необходимо использовать ссылку MLS.
REQ-PCB-0040: файлы изготовления печатных плат.
См. RDOC-PCB-2, RDOC-PCB-3, RDOC-PCB-4.
Будьте осторожны: характеристики, указанные в REQ-PCB-0010, являются основной информацией и их следует учитывать.
REQ-PCB-0050: Качество печатной платы
Соответствует классу 600 IPC-A-1. См. RDOC-PCB-1.
REQ-PCB-0060: Воспламеняемость
Материалы, используемые в печатной плате, должны соответствовать стандарту CEI 60695-11-10 de V-1. См. RDOC-PCB-5.
8 Собранные электронные требования
3 электронная плата должна быть собрана.
| Электронные документы | |
| СПРАВКА | TITLE |
| РДОК-ЭЛЕКТ-1. | IPC-A-610 Приемлемость электронных сборок |
| РДОК-ЭЛЕКТ-2. | GEF-0001-Gerber-файл основной платы MG3 RDOC |
| ЭЛЕК-3. | GEF-0002-Gerber-файл платы AR7420 MG3 RDOC |
| ЭЛЕК-4. | GEF-0003-Gerber-файл платы AR9331 MG3 RDOC |
| ЭЛЕК-5. | BOM-0001-BOM главной платы MG3 RDOC-ELEC-6. |
| Спецификация-0002 | Файл спецификации платы AR7420 MG3 RDOC-ELEC-7. |
| Спецификация-0003 | Файл спецификации платы AR9331 MG3 |
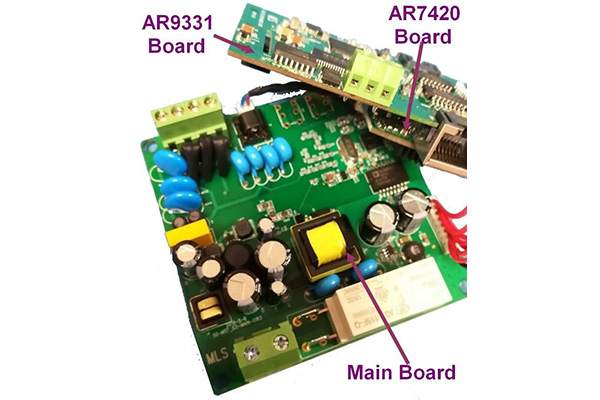
Рис 3. Пример электронной сборки электронной платы
REQ-ELEC-0010: Спецификация
Необходимо соблюдать спецификации RDOC-ELEC-5, RDOC-ELEC-6 и RDOC-ELEC-7.
REQ-ELEC-0020: Сборка компонентов SMD:
Компоненты SMD должны собираться на автоматической сборочной линии.
См. RDOC-ELEC-2, RDOC-ELEC-3, RDOC-ELEC-4.
REQ-ELEC-0030: Сборка компонентов сквозных отверстий:
Компоненты сквозных отверстий должны монтироваться выборочно или вручную.
Оставшиеся штифты необходимо обрезать ниже 3 мм по высоте.
См. RDOC-ELEC-2, RDOC-ELEC-3, RDOC-ELEC-4.
REQ-ELEC-0040: Пайка арматуры
Пайку арматуры необходимо производить ниже реле.
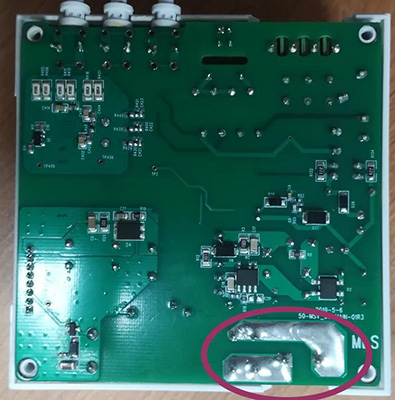
Рис. 4. Припайка усиления в нижней части основной платы.
REQ-ELEC-0050: Термоусадка
Предохранители (F2, F5, F6 на главной плате) должны иметь термоусадку во избежание попадания внутренних частей внутрь корпуса в случае перенапряжения.

Рис. 5. Термоусадка вокруг предохранителей
REQ-ELEC-0060: Резиновая защита
Никакой резиновой защиты не требуется.
REQ-ELEC-0070: Разъемы датчиков ТТ
Гнездовые разъемы датчиков ТТ необходимо припаять вручную к основной плате, как показано на рисунке ниже.
Используйте эталонный разъем MLSH-MG3-21.
Обратите внимание на цвет и направление кабеля.

Рис. 6. Сборка разъемов датчиков ТТ
REQ-ELEC-0071: Клей для разъемов датчиков ТТ
На разъем датчиков ТТ необходимо нанести клей, чтобы защитить их от вибрации или неправильного производственного использования.
См. рисунок ниже.
Ссылка на клей находится внутри RDOC-ELEC-5.

Рис. 7. Приклеивание разъемов датчиков ТТ.
REQ-ELEC-0080: Тропизация:
Никакой тропикализации не требуется.
REQ-ELEC-0090: Проверка AOI сборки:
100% платы должны пройти AOI-контроль (пайка, ориентация и маркировка).
Все доски должны быть проверены.
Подробную программу AOI необходимо предоставить в MLS.
REQ-ELEC-0100: Управление пассивными компонентами:
Все пассивные компоненты должны быть проверены перед отчетом о печатной плате, как минимум, с помощью визуального осмотра человеком.
Подробную процедуру контроля пассивных компонентов необходимо предоставить в MLS.
REQ-ELEC-0110: Рентгеновский контроль:
Рентгеновский контроль не требуется, но при любых изменениях в процессе сборки SMD необходимо провести температурный цикл и функциональные испытания.
Испытания температурного цикла должны проводиться для каждого производственного испытания с пределами AQL.
REQ-ELEC-0120: Доработка:
Ручная доработка плат электроники допускается для всех компонентов, кроме целочисленных схем: U21/U22 (плата AR7420), U3/U1/U11 (плата AR9331).
Автоматическая доработка разрешена для всех компонентов.
Если продукт разбирается для доработки из-за того, что он не прошел финальный испытательный стенд, он должен снова пройти испытание Hipot и окончательное испытание.
REQ-ELEC-0130: 8-контактный разъем между платой AR9331 и платой AR7420.
Разъемы J10 используются для соединения платы AR9331 и платы AR7420. Эту сборку необходимо производить вручную.
Код используемого разъема: MLSH-MG3-23.
Разъем имеет шаг 2 мм и высоту 11 мм.

Рис. 8. Кабели и разъемы между платами электроники.
REQ-ELEC-0140: 8-контактный разъем между основной платой и платой AR9331.
Разъемы J12 используются для подключения основной платы и плат AR9331. Эту сборку необходимо производить вручную.
Каталожный номер кабеля с 2 разъемами:
Используемые разъемы имеют шаг 2 мм, а длина кабеля — 50 мм.
REQ-ELEC-0150: 2-контактный разъем между основной платой и платой AR7420.
Разъем JP1 используется для подключения основной платы к плате AR7420. Эту сборку необходимо производить вручную.
Каталожный номер кабеля с 2 разъемами:
Длина кабеля 50 мм. Провода должны быть скручены и защищены/закреплены термоусадкой.
REQ-ELEC-0160: Узел рассеивателя тепла
На микросхеме AR7420 нельзя использовать рассеиватель тепла.
9 Требования к механическим деталям
| Жилищные документы | |
| СПРАВКА | TITLE |
| РДОК-МЭК-1. | PLD-0001-PLD верхней части корпуса MG3 |
| РДОК-МЭК-2. | PLD-0002-PLD нижней части корпуса MG3 |
| РДОК-МЭК-3. | PLD-0003-PLD Светлый верх MG3 |
| РДОК-МЭК-4. | PLD-0004-PLD кнопки 1 MG3 |
| РДОК-МЭК-5. | PLD-0005-PLD кнопки 2 MG3 |
| РДОК-МЭК-6. | PLD-0006-PLD Слайдера MG3 |
| РДОК-МЭК-7. | МЭК 60695-11-10:2013: Испытание на пожароопасность. Часть 11-10. Испытательное пламя. Горизонтальное и горизонтальное пламя мощностью 50 Вт. |
| методы испытаний вертикальным пламенем | |
| РДОК-МЭК-8. | IEC61010-2011 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ДЛЯ ЭЛЕКТРООБОРУДОВАНИЯ ДЛЯ ИЗМЕРЕНИЙ, |
| КОНТРОЛЬ И ЛАБОРАТОРНОЕ ИСПОЛЬЗОВАНИЕ – ЧАСТЬ 1: ОБЩИЕ ТРЕБОВАНИЯ | |
| РДОК-МЭК-9. | IEC61010-1 2010: Требования безопасности к электрооборудованию для измерения, управления, |
| и лабораторное использование. Часть 1. Общие требования. | |
| РДОК-МЭК-10. | Файл BOM-0016-BOM MG3-V3 |
| РДОК-МЭК-11. | PLA-0004-Сборочный чертеж MG3-V3 |
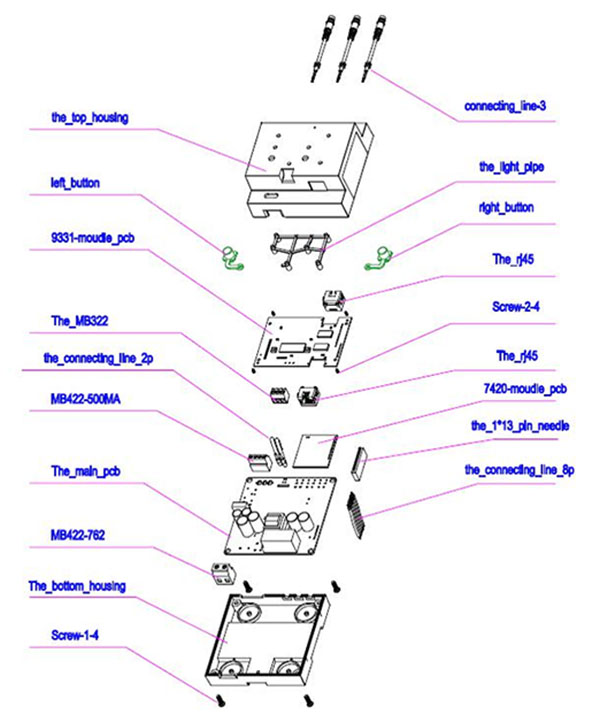
Рис. 9. Разобранный вид МГЭ. См. RDOC-MEC-11 и RDOC-MEC-10.
9.1 Детали
Механический корпус состоит из 6 пластиковых частей.
REQ-MEC-0010: Общая защита от пожара.
(Дизайн EMS спросил)
Пластмассовые детали должны соответствовать стандарту RDOC-MEC-8.
REQ-MEC-0020: Материал пластиковых деталей должен быть негорючим. (Дизайн EMS спросил)
Материалы, используемые для пластиковых деталей, должны иметь класс V-2 или выше по RDOC-MEC-7.
REQ-MEC-0030: Материал разъемов должен быть огнестойким. (Дизайн EMS спросил)
Материалы, используемые для деталей разъемов, должны иметь класс V-2 или выше согласно RDOC-MEC-7.
REQ-MEC-0040: Отверстия внутри механических частей
Он не должен иметь отверстий, за исключением:
– Разъемы (механический зазор должен составлять менее 0.5 мм)
– Отверстие для сброса настроек (1.5 мм)
– Отверстия для рассеивания температуры (диаметр 1.5 мм с интервалом минимум 4 мм) вокруг лицевых сторон разъемов Ethernet (см. рисунок ниже).
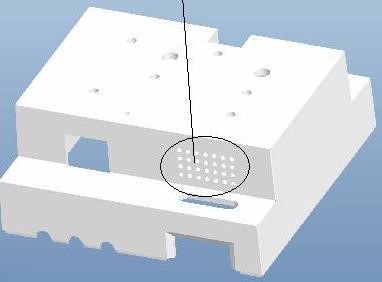
Рис. 10. Пример отверстий на внешнем корпусе для отвода тепла
REQ-MEC-0050: Цвет деталей.
Все пластиковые детали должны быть белого цвета без других требований.
REQ-MEC-0060: Цвет кнопок
Кнопки должны быть синего цвета того же оттенка, что и логотип MLS.
REQ-MEC-0070: Чертежи
Корпус должен соответствовать планам RDOC-MEC-1, RDOC-MEC-2, RDOC-MEC-3, RDOC-MEC-4, RDOC-MEC-5, RDOC-MEC-6.
REQ-MEC-0080: литьевая форма и инструменты.
(Дизайн EMS спросил)
EMS разрешено управлять всем процессом литья пластмассы.
Маркировка входов/выходов для литья пластмассы не должна быть видна снаружи изделия.
9.2 Механическая сборка
REQ-MEC-0090: Световод в сборе
Световод должен быть собран с использованием горячего источника с температурой плавления.
Внешний корпус должен быть расплавлен и виден внутри специальных отверстий для определения точки плавления.
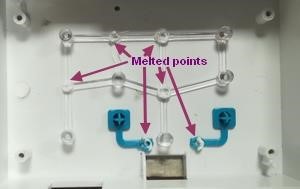
Рис. 11. Сборка световода и кнопок с горячим источником
REQ-MEC-0100: Кнопки в сборе
Пуговицы необходимо собирать с использованием горячего источника по температуре плавления.
Внешний корпус должен быть расплавлен и виден внутри специальных отверстий для определения точки плавления.
REQ-MEC-0110: Верхний корпус с винтовым креплением
Для крепления платы AR4 к верхнему корпусу используются 9331 винта. См. RDOC-MEC-11.
Использовал ссылку внутри RDOC-MEC-10.
Момент затяжки должен находиться в пределах 3.0–3.8 кгс·см.
REQ-MEC-0120: Винты на нижнем блоке
Для крепления основной платы к нижнему корпусу используются 4 винта. См. RDOC-MEC-11.
Для крепления корпусов между ними используются те же винты.
Использовал ссылку внутри RDOC-MEC-10.
Момент затяжки должен находиться в пределах 5.0–6 кгс·см.
REQ-MEC-0130: Разъем датчика ТТ, проходящий через корпус
Часть разъема датчика ТТ должна быть исправлена в собранном виде без защемления, чтобы обеспечить хорошую герметичность и хорошую устойчивость к нежелательному протягиванию провода.
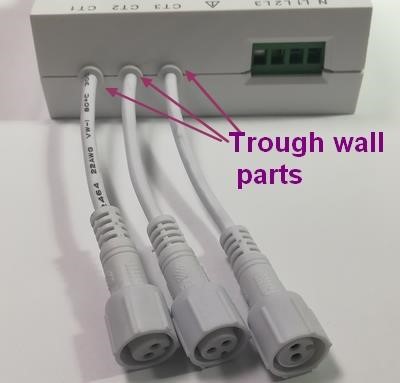
Рис. 12. Детали стенок желоба датчиков ТТ.
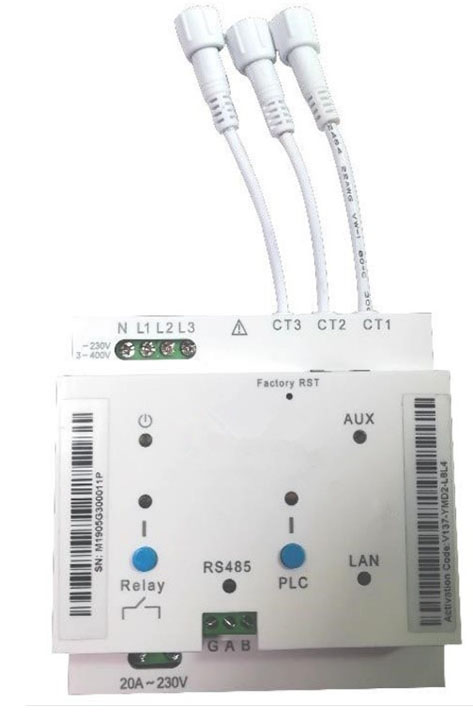
9.3 Внешняя шелкография
REQ-MEC-0140: Внешняя шелкография
Ниже необходимо сделать шелкографию на верхнем корпусе.
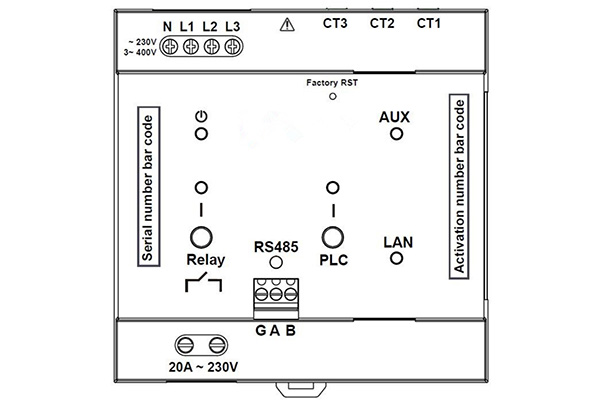
Рис. 13. Внешний рисунок шелкографии, который следует соблюдать
REQ-MEC-0141: Цвет шелкографии.
Цвет шелкографии должен быть черным, за исключением логотипа MLS, который должен быть синим (того же цвета, что и кнопки).
9.4 Этикетки
REQ-MEC-0150: Размер этикетки со штрих-кодом серийного номера
— Размер этикетки: 50мм*10мм.
– Размер текста: высота 2 мм.
– Размер штрих-кода: 40 мм * 5 мм

Рис. 14. Пример этикетки со штрих-кодом серийного номера
REQ-MEC-0151: Положение этикетки со штрих-кодом серийного номера
См. требования к внешней шелкографии.
REQ-MEC-0152: Цвет этикетки со штрих-кодом серийного номера
Цвет штрих-кода этикетки с серийным номером должен быть черным.
REQ-MEC-0153: Материалы для этикеток со штрих-кодом серийного номера
(Дизайн EMS спросил)
Этикетка с серийным номером должна быть приклеена и информация не должна исчезать согласно RDOC-MEC-9.
REQ-MEC-0154: Значение этикетки со штрих-кодом серийного номера
Значение серийного номера должно быть предоставлено MLS либо вместе с производственным заказом (файлом персонализации), либо с помощью специального программного обеспечения.
Ниже определение каждого символа серийного номера:
| M | YY | MM | XXXXX | P |
| Master | 2019 год =19 | Месяц = 12 декабря | Номер образца для каждой партии каждый месяц | ПроизводительСправочный номер |
REQ-MEC-0160: Размер этикетки со штрих-кодом активации.
— Размер этикетки: 50мм*10мм.
– Размер текста: высота 2 мм.
– Размер штрих-кода: 40 мм * 5 мм

Рис. 15. Пример этикетки со штрих-кодом кода активации.
REQ-MEC-0161: Положение этикетки со штрих-кодом активации.
См. требования к внешней шелкографии.
REQ-MEC-0162: Цвет метки штрих-кода кода активации
Цвет кода штрих-кода активации должен быть черным.
REQ-MEC-0163: Материалы для этикеток со штрих-кодом активации.
(Дизайн EMS спросил)
Этикетка с кодом активации должна быть приклеена и информация не должна исчезать согласно RDOC-MEC-9.
REQ-MEC-0164: Значение этикетки со штрих-кодом серийного номера
Значение кода активации должно быть предоставлено MLS либо вместе с производственным заказом (файлом персонализации), либо через специальное программное обеспечение.
REQ-MEC-0170: Размер основной этикетки
— Размер 48 мм*34 мм
– Символы должны быть заменены официальным дизайном. Минимальный размер: 3 мм. См. RDOC-MEC-9.
– Размер текста: минимум 1.5.
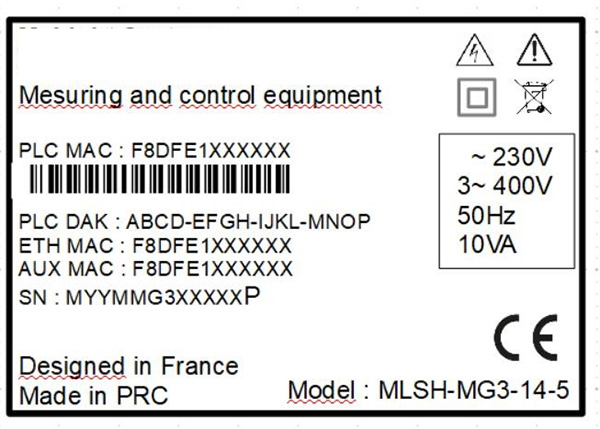
Рис 16. Пример основной этикетки
REQ-MEC-0171: Положение основной этикетки
Основная этикетка должна быть расположена сбоку от MG3 в специально отведенном помещении.
Этикетка должна находиться над верхней и нижней частью корпуса таким образом, чтобы не допускать открытия корпуса без снятия этикетки.
REQ-MEC-0172: Цвет основной этикетки
Основной цвет этикетки должен быть черным.
REQ-MEC-0173: Основные материалы этикетки
(Дизайн EMS спросил)
Основная этикетка должна быть приклеена, и информация не должна исчезать в соответствии с RDOC-MEC-9, особенно логотип безопасности, источник питания, название Mylight-Systems и номер продукта.
REQ-MEC-0174: Основные значения этикетки
Основные значения этикетки должны быть указаны компанией MLS либо вместе с производственным заказом (файлом персонализации), либо с помощью специального программного обеспечения.
Значения/текст/логотип/надпись должны соответствовать цифрам в REQ-MEC-0170.
9.5 Датчики ТТ
REQ-MEC-0190: Конструкция датчика ТТ
(Дизайн EMS спросил)
EMS разрешено самостоятельно разрабатывать кабели для датчиков ТТ, включая гнездовой кабель, прикрепленный к MG3, вилочный кабель, прикрепленный к датчику ТТ, и удлинительный кабель.
Все рисунки должны быть переданы в MLS.
REQ-MEC-0191: Материал частей датчиков ТТ должен быть огнестойким. (Дизайн EMS спросил)
Материалы, используемые для пластиковых деталей, должны иметь класс V-2 или выше в соответствии с CEI 60695-11-10.
REQ-MEC-0192: Материал частей датчиков ТТ должен иметь кабельную изоляцию. Материалы датчиков ТТ должны иметь двойную изоляцию на 300 В.
REQ-MEC-0193: гнездовой кабель датчика ТТ
Гнездовые контакты должны быть изолированы от доступной поверхности минимум на 1.5 мм (максимум диаметр отверстия 2 мм).
Цвет кабеля должен быть белым.
Кабель припаян с одной стороны к MG3, а с другой стороны должен иметь запираемую и кодируемую розетку.
Кабель должен иметь обжатую проходную часть, которая будет использоваться для прохождения через пластиковый корпус MG3.
Длина кабеля должна составлять около 70 мм с разъемом после проходной части.
Обозначение MLS этой детали будет MLSH-MG3-22.

Рис. 18. Пример гнездового кабеля датчика ТТ
REQ-MEC-0194: Кабель-папа датчика ТТ
Цвет кабеля должен быть белым.
Кабель припаян с одной стороны к датчику ТТ, а на другой стороне должен быть запираемый и кодируемый штекерный разъем.
Длина кабеля без разъема должна составлять около 600 мм.
Обозначение MLS этой детали будет MLSH-MG3-24.
REQ-MEC-0195: Удлинительный кабель датчика ТТ
Цвет кабеля должен быть белым.
Кабель припаян с одной стороны к датчику ТТ, а на другой стороне должен быть запираемый и кодируемый штекерный разъем.
Длина кабеля должна составлять около 3000 мм без разъемов.
Обозначение MLS этой детали будет MLSH-MG3-19.
REQ-MEC-0196: Эталонный датчик ТТ
(Дизайн EMS спросил)
В будущем можно будет использовать несколько образцов датчиков КТ.
СЭМ разрешено сотрудничать с производителем датчика ТТ для сборки датчика ТТ и кабеля.
Артикул 1 — МЛШ-МГ3-15 с:
– Датчик ТТ 100А/50мА SCT-13 от производителя YHDC
– кабель МЛШ-МГ3-24

Рис. 20. Пример датчика ТТ 100А/50мА МЛШ-МГ3-15
10 электрических испытаний
| Документы по электроиспытаниям | |
| СПРАВКА | ОПИСАНИЕ |
| РДОК-ТСТ-1. | Процедура испытательного стенда ПРД-0001-МГ3 |
| РДОК-ТСТ-2. | Файл BOM-0004-BOM испытательного стенда MG3 |
| РДОК-ТСТ-3. | PLD-0008-PLD испытательного стенда МГ3 |
| РДОК-ТСТ-4. | Файл SCH-0004-SCH испытательного стенда MG3 |
10.1 Тестирование печатной платы
REQ-TST-0010: тестирование печатной платы
(Дизайн EMS спросил)
100% электронных плат должны быть проверены перед механической сборкой.
Минимальные функции для тестирования:
– Изоляция источника питания на главной плате между N/L1/L2/L3, основной платой
– Точность напряжения постоянного тока 5 В, XVA (от 10.8 до 11.6 В), 3.3 В (от 3.25 до 3.35 В) и 3.3VISO, основная плата
– Реле хорошо разомкнуто при отсутствии питания, основная плата
– Изоляция на RS485 между GND и A/B, плата AR9331
– Сопротивление 120 Ом между A/B на разъеме RS485, плата AR9331
– VDD_DDR, VDD25, DVDD12, 2.0 В, 5.0 В и 5 В_RS485, точность напряжения постоянного тока, плата AR9331
– Точность напряжения постоянного тока VDD и VDD2P0, плата AR7420
Подробную процедуру тестирования печатной платы необходимо предоставить в MLS.
REQ-TST-0011: тестирование печатной платы
(Дизайн EMS спросил)
Производитель может изготовить инструмент для проведения этих испытаний.
Определение инструмента должно быть предоставлено MLS.

Рис. 21. Пример инструментария для тестирования печатных плат.

10.2 Гипот-тестирование
REQ-TST-0020: Испытание Hipot
(Дизайн EMS спросил)
100% устройств должны тестироваться только после окончательной механической сборки.
Если изделие разбирается (например, для доработки/ремонта), оно должно пройти испытание еще раз после механической сборки. Изоляция высокого напряжения порта Ethernet и RS485 (первая сторона) должна быть проверена с источником питания (вторая сторона) на всех проводниках.
Таким образом, один кабель подключен к 19 проводам: портам Ethernet и RS485.
Другой кабель подключен к 4 проводам: нейтральному и 3-фазному.
EMS должна создать инструмент, позволяющий отсоединить все проводники с каждой стороны одного и того же кабеля, чтобы провести только одно испытание.
Необходимо подать напряжение 3100 В постоянного тока. Максимум 5 с для установки напряжения, затем минимум 2 с для поддержания напряжения.
Утечка тока не допускается.
Рис. 22. Кабельный инструмент для облегчения теста Hipot.
10.3 Тест производительности ПЛК
REQ-TST-0030: Тест производительности ПЛК
(Дизайн EMS запрошен или разработан с использованием MLS)
100% устройств должны быть протестированы
Продукт должен обеспечивать связь с другим продуктом CPL, например, с вилкой PL 7667 ETH, через 300-метровый кабель (можно наматывать).
Скорость передачи данных, измеренная с помощью скрипта «plcrate.bat», должна быть выше 12 Мбит/с, TX и RX.
Чтобы упростить сопряжение, используйте сценарий «set_eth.bat», который устанавливает MAC на «0013C1000000», а NMK на «MyLight NMK».
Все испытания должны занимать максимум 15–30 с, включая сборку силового кабеля.
10.4 Обжиг
REQ-TST-0040: Состояние приработки
(Дизайн EMS спросил)
Прожиг должен быть выполнен на 100% электронных плат при соблюдении следующих условий:
- 4:00
— блок питания 230 В
- 45 ° C
– Порты Ethernet зашунтированы
– Несколько продуктов (не менее 10) одновременно, одна и та же линия электропередачи, с одним и тем же ПЛК НМК
REQ-TST-0041: Проверка приработки
– Каждый час контрольные светодиоды мигают, и реле можно активировать/деактивировать.
10.5 Окончательное испытание сборки
REQ-TST-0050: Окончательное испытание сборки
(МЛС предоставляет как минимум один испытательный стенд)
100% продукции должно быть проверено на стенде окончательной сборки.
Предполагаемое время тестирования должно составлять от 2.30 до 5 минут с учетом оптимизации, автоматизации, опыта оператора и различных проблем, которые могут возникнуть (например, обновление прошивки, проблемы связи с прибором или стабильность источника питания).
Основной целью испытательного стенда окончательной сборки является проверка:
– Потребляемая мощность
– Проверьте версию прошивки и при необходимости обновите ее.
– Проверьте связь ПЛК через фильтр
– Кнопки проверки: реле, ПЛК, сброс настроек к заводским настройкам.
– Проверить светодиоды
– Проверьте связь RS485.
– Проверьте связь Ethernet
– Выполните калибровку измерений мощности
– Запишите номера конфигураций внутри устройства (MAC-адрес, серийный номер)
– Настройка устройства для доставки
REQ-TST-0051: Руководство по окончательным испытаниям сборки
Процедура испытательного стенда RDOC-TST-1 должна быть хорошо прочитана и понята перед использованием, чтобы гарантировать:
– Безопасность пользователя
– Правильное использование испытательного стенда
– Производительность испытательного стенда
REQ-TST-0052: Окончательное испытание сборки. Техническое обслуживание.
Работы по техническому обслуживанию испытательного стенда должны производиться в соответствии с РДОК-ТСТ-1.
REQ-TST-0053: Этикетка для окончательного испытания сборки
На изделие должна быть наклеена наклейка/этикетка, как описано в RDOC-TST-1.
Рис. 23. Пример этикетки для проверки окончательной сборки
REQ-TST-0054: Испытание окончательной сборки. Локальная база данных.
Все журналы, хранящиеся на локальном компьютере, необходимо регулярно отправлять в Mylight Systems (не реже одного раза в месяц или один раз за пакет).
REQ-TST-0055: Тестирование окончательной сборки Удаленная база данных
Испытательный стенд должен быть подключен к Интернету, чтобы иметь возможность отправлять журналы в удаленную базу данных в режиме реального времени. Требуется полное сотрудничество EMS, чтобы обеспечить это соединение внутри ее внутренней сети связи.
REQ-TST-0056: Воспроизведение испытательного стенда.
При необходимости MLS может отправить в МЧС несколько испытательных стендов.
СЭМ также допускается воспроизводить сам испытательный стенд по РДОК-ТСТ-2, РДОК-ТСТ-3 и РДОК-ТСТ-4.
Если EMS хочет провести какую-либо оптимизацию, она должна запросить разрешение у MLS.
Воспроизведенные испытательные стенды должны быть проверены MLS.
10.6 Программирование SOC AR9331
REQ-TST-0060: программирование SOC AR9331
Память устройства перед сборкой необходимо прошить универсальным программатором, не предоставленным компанией MLS.
Прошивка, подлежащая прошивке, всегда должна быть проверена MLS перед каждой партией.
Никакой персонализации здесь не требуется, поэтому все устройства здесь имеют одинаковую прошивку. Персонализация будет выполнена позже на финальном испытательном стенде.
10.7 Программирование чипсета ПЛК AR7420
REQ-TST-0070: Программирование ПЛК AR7420
Память устройства необходимо прошить перед записью тестов, чтобы чипсет ПЛК активировался во время теста.
Чипсет ПЛК программируется с помощью программного обеспечения, предоставленного MLS. Операция перепрошивки занимает около 10 секунд. Таким образом, EMS может учитывать максимум 30 секунд для всей операции (кабель питания + кабель Ethernet + флэш-накопитель + кабель удаления).
Никакой персонализации здесь не требуется, поэтому все устройства здесь имеют одинаковую прошивку. Персонализация (MAC-адрес и DAK) будет выполнена позже на финальном тестовом стенде.
Память чипсета ПЛК также можно прошить перед сборкой (попробовать).